切削液為什麼會發臭?油膜浮油、濃度失衡與底屑問題的完整解決指南
2025-11-24
當 CNC 加工設備的切削液開始產生異味,那不只是氣味問題,而是整個冷卻液系統正在失衡的警訊。若不即時處理,將影響加工品質、加速刀具磨損,甚至造成生產中斷。
以下將帶你了解切削液發臭的根本原因、可能造成的後果,並透過 KingNice 實際導入案例,提供真正有效的改善方案。
切削液為什麼會發臭?三大核心原因
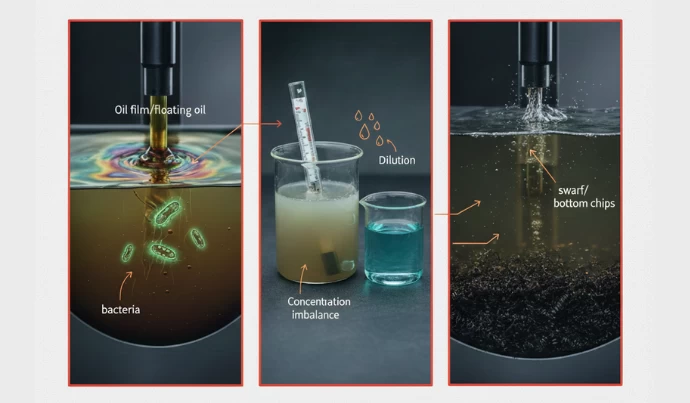
1. 浮油(Tramp Oil)形成油膜,厭氧菌快速繁殖
當切削液表面累積浮油時,油膜會阻斷氧氣,使厭氧菌大量孳生,並釋放硫化氫氣味,造成典型的冷卻液惡臭。這通常表示油水分離未有效運作。
2. 金屬底屑與沉澱物堆積,加速冷卻液腐敗
金屬屑沉澱在機台底部(sump)會提供細菌滋生環境,同時影響過濾效率,使切削液更快老化與產生惡臭。
3. 切削液濃度失衡或管理不當
過度稀釋、濃度過低或長期未維護,都會使切削液的防腐能力下降,使異味問題更加嚴重。
忽略異味的後果
- 冷卻與潤滑性能下降,造成加工過熱。
- 刀具壽命縮短,加工表面粗糙度惡化。
- 加工精度下降,影響產品良率。
- 惡臭造成作業環境不佳與職安疑慮。
KingNice 的技術解決方案與實際成效
KN-S 切削液油水分離器
KN-S 系列油水分離器 能主動移除切削液表面浮油,抑制厭氧菌增生,是改善異味最有效的第一步。
案例:32 台 CNC 的車銑工廠 — 異味完全消失,切削液壽命延長 3 倍。
KN-PLUS 重油污油水分離設備
KN-PLUS 系列 適用於高浮油、高污染環境,能大量處理廢油與浮油累積問題。
案例:螺絲精密加工廠 — 異味降低 90%,切削液可回收再利用。
KN-V 系列吸屑與底屑處理機
KN-V200 / KN-V300 系列 能在不停機狀態下清除底屑與油泥,有效防止沉澱腐敗與異味產生。
案例:電鍍廠 — 油膜異味消失,切削液更換頻率減半。
KN-4050 / KN-A50 超淨化過濾循環機
KN-4050 與 KN-A50 能有效去除細小粉塵與懸浮物,維持切削液潔淨度,適合精密加工或醫療零件加工。
KingNice 產品對應表
結語:解決異味靠技術,而不是除臭劑
與其頻繁更換切削液或使用除臭劑,不如從源頭改善油水分離與底屑累積問題。KingNice 的分離與過濾設備已在多間工廠證實:
- 異味大幅降低
- 切削液壽命延長至原本的 2~3 倍
- 維護成本明顯下降
想找到最適合你加工設備的液體處理方案?歡迎聯繫 KingNice 技術團隊。

更新時間: 2025-11-24
- 《新聞稿》冠佳科技 油水淨化專家
- 《新聞稿》冠佳油水淨化設備 水箱健康守護神
- 《現場實績NO.80—油水分離淨化循環機》南部粗鋼生產商 | 減少了厭氧菌的生成
- 《現場實績NO.78—油水分離淨化循環機》南部零件加工 | CNC加工部浮油問題
- 為何需要油水分離?
- 《現場實績NO.77—油水分離淨化循環機》中部精密機械加工 | 能有效解決過濾問題和切削液酸鹼度問題
- 《現場實績NO.75—油水分離淨化循環機》銑床加工鐵和鑄鐵 | 全合成油 | 神救援解決浮廢油問題
- 《現場實績NO.73—油水分離淨化循環機》CNC加工廠︱水性加工︱避免切削液發臭損壞
- 《現場實績NO.71—油水分離淨化循環機》中部鋁合金鍛造廠︱水性加工︱廠內廢水廢油集中回收再利用
- 油水分離機介紹:冠佳科技的專業解決方案
- 油水分離機介紹